

Related projects

C16
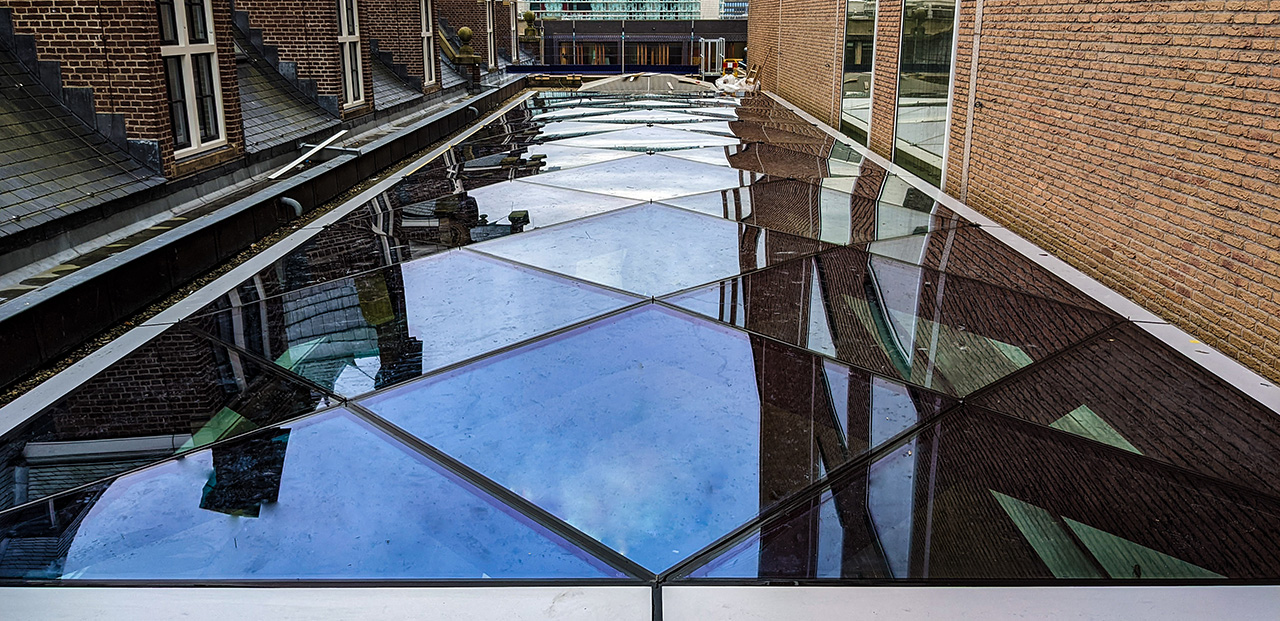
After covering one of the monumental courtyards with a beautiful gridshell roof - C30 - we were commissioned by Shell to replace the roof of a skylight in the adjacent building - C16. Of the various designs we made for Shell, their choice fell on realising a little brother to C30, with the same visual appeal, materials and techniques. We dismantled the old roof and fully designed, produced and installed the new roof.
For C16, we also used a parametric model to determine the geometry of the roof. We wrote this programme for the glass dome of the Diamantbeurs (Diamond Exchange) in Amsterdam, developed it further, applied it for C30 and now also for C16. Thanks to this model, we have found the optimum balance between a steel structure that is as minimal as possible and a glass surface that is as large as possible. In doing so, we took into account the limits of what is possible with cold bent glass in combination with the external loads, such as snow and wind.
Sliding joints
As with the roof of C30, no horizontal reaction forces could be transferred to the existing structure. Therefore, this roof also rests on sliding joints. In addition, we have designed the new roof to be slightly lighter than the old one. In this way, we remained in the same load range.
Small span, high torsion
The roof consists of a double-curved steel grid measuring 6 x 24 metres, with a grid size of approximately 2 metres. This grid is clad with cold twisted glass panels. Because the span of the roof is relatively small, it was a challenge to generate a convexity with cold twisted glass. Therefore, there is a very high torsion in the glass.
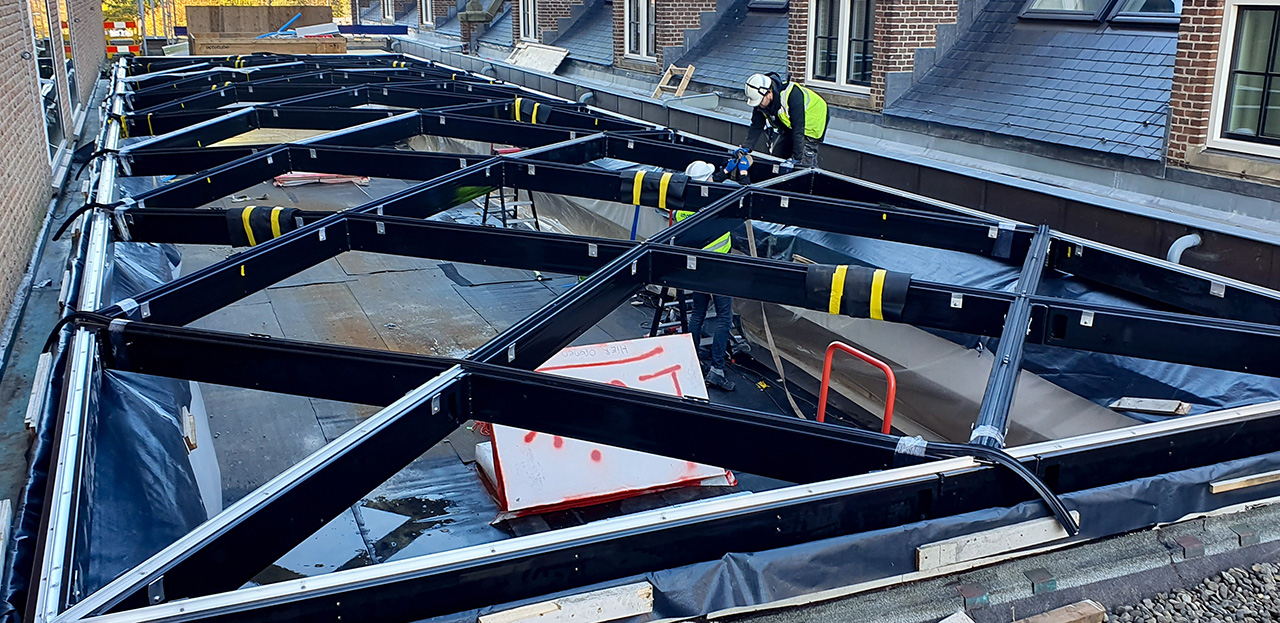
The steel construction consists of an edge beam of rectangular profiles in between which a grid of light profiles forms the curved roof. This makes the construction self-supporting. The visible side of the steel structure is finished with aluminium cladding. The cladding gives the structure a uniform, taut appearance, equivalent to C30.
File-to-factory for precise dimensioning
We used our own programme to transfer the design of the profiles one-by-one to the laser cutter. Using this file-to-factory method, the cut of the unique corners, including the welding pre-cuts, is precisely set. By laser cutting instead of sawing, we ensure correct dimensions. This ultimately allowed us to build the construction faster and more efficiently.
3D welding template for perfect angles
The roof is constructed from a combination of welded ladder frames and bolted connecting beams. Whereas in the case of C30, all the components were unique because of the slightly unsquare perimeter, here we combined two identical ladder frames and one unique one in the middle by clever mirroring. The ladder frames were produced in the Octatube workshop. Since connecting the nodes is very precise work, we designed a 3D welding jig. The jig is adjustable in all directions, so the steel profiles could be welded at exactly the right angle. A steel rod acts as the heart of the node, around which the rectangular profiles are welded.
Thinking in scenarios when dismantling the old roof
We have dismantled the old roof. An exciting moment, because we didn’t know exactly what would comes out from under the old construction. Were the old drawings still correct? In order to be able to act quickly on the building site, we thought up scenarios in advance by taking into account as much as possible. For example, possible clearances in the contours and height of the concrete edge on which the new roof was to be placed.
Fast and safe assembly
We installed the steel construction in two days. The glass was installed a few days later. We are also proud of our assembly team, who received a 'certificate of excellent safety' from Shell, because they met the safety requirements set by Shell.
As with C30, we enjoyed the cooperation with Shell and De Vries en Verburg. We are pleased to have been able to help Shell in a quick and efficient way with this beautiful little copy of C30